- контролируемая прокатка
- [controlled rolling] — горячая прокатка преимущественно конструкционных феррито-перлитных сталей по регламентируемым температуро-деформационным режимам для формирования в готовом прокате мелкозернистой структуры с упорядоченным распределением дефектов кристаллической решетки, обеспечивающим повышение предела текучести, снижение температуры вязко-хрупкого перехода и улучшение свариваемости. Применяются две основные технологические схемы контролируемой прокатки (рис.): низко-(НТКП) и высокотемпературная (или «рекристаллизационная») контролируемая прокатка (ВТКП). НТКП была разработана в 1970-х гг. и внедрена на многих металлургических фирмах Германии, Японии и США при производстве толстолистового проката для магистральных газопроводов большого диаметра. В 1980-х гг. НТКП толстолистового проката была освоена на ряде металлургических заводов России и Украины. НТКП осуществляется как правило на реверсионных станах и включает три стадии многопроходной горячей деформации с регламентироваными разовыми и суммарными обжатиями: выше температуры рекристаллизации аустенита (Tр), когда при повторной рекристаллизации происходит измельчение зерна аустенита, в интервале Tр-Ar3 (наклеп аустенита) и вблизи точки Ar1 (наклеп и полигонизация феррита) с последующим охлаждением со скоростью до 15 — 20 °С/с. Причем для НТКП были разработаны специальные малоперлитные микролегированные Mb, Ti и/или V стали (типа 10Г2ФБТ). В результате было достигнуто резкое повышение (на 100 — 150 МПа) прочности и особенно вязкости горячекатанного проката при отрицательных температураx (при испытании DWTT при-20 °С доля вязкой составляющей > 80 %). Основные структурные факторы упрочнения таких сталей после НТКП: измельчение зерна феррита (dф = 3—6 мкм) и дисперсионное упрочнение вследствие выделения мелкодисперсных карбидных частиц, которое интенсифицируется низкотемпературной конечной горячей деформацией. Однако необходимость значительных разовых обжатий (до 20 %) при пониженных температураx окончания горячей деформации (700 — 780 °С) обусловливает большие нагрузки на валки чистовых клетей, что требует применения для НТКП специализированных прокатных станов и соответственно сужает области применения этой технологии, в частности для сортового и фасонного проката.
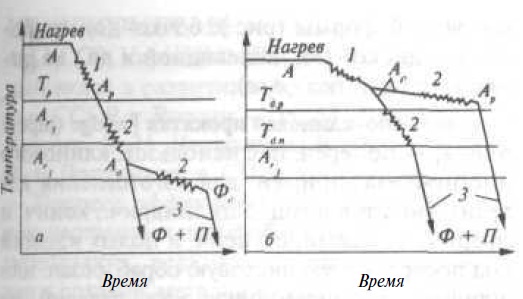
Схемы низко- (а) и высотемпературной (6} прокатки: 1 и 2 - черновая и чистовая прокатка соответственно; 3 — охлаждение на воздухе; Tр - температуpa полной рекристаллизации аустенита (А); Тд - нижний порог динамической рекристализации; Тд.п. — нижний порог динамической полигонизации A; Aр — полностью рекристаллизованный A; Aд - деформированный А; Aп - полигонизованный А; Аr и А1 - критические точки; П - перлит; Ф - Ti, V, Al, N) стали, при котором в горячедеформируемом аустените выделяются дисперсионные карбонитридные фазы, препятствующие росту зерна при повторной рекристаллизации преимущественно по «барьерному» механизму. ВТКП в России наиболее полно реализована на ОАО «Нижнетагильский металлургический комбинат» для производства массовых видов проката (фасоннные и угловые профили) повышения прочности (σт < 450 МПа) и хладостойкости (KCU-70 °С > 39 Дж/см2) из микролегированных сталей типа 18САТЮ и 12ГСАФТЮ.
Схемы поперечно-винтовой прокатки: а, в, г — прошивка трубной заготовки в гильзу; б — раскатка гильзы в трубу; д — калибровка труб; <<е — прокатка круглого сортового профиля
Смотри также:
— Прокатка
— реверсивная прокатка
— прокатка в контролируемых средах
— радиально-сдвиговая прокатка
— продольная прокатка
— поперечно-клиновая прокатка
— поперечно-винтовая прокатка
— поперечная прокатка
— пилигримовая прокатка труб
— периодическая прокатка
— многоручьевая прокатка
— многониточная прокатка
— винтовая прокатка
— бесслитковая прокатка
— бесконечная прокатка
— продольно-винтовая прокатка
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг. Главный редактор Н.П. Лякишев. 2000.